
Допоможіть розробці сайту, ділитися статтею з друзями!
Настає пора відпусток, а разом з цим збільшується частота заміських поїздок на дачі. Там мастеровому людині завжди є до чого докласти руки, давши волю творчому початку в будівництві і ремонті. Незамінним матеріалом для обробки стін служить практична вагонка, виготовлена своїми руками.

різновиди
Вибір фрез для вагонки обумовлюється виробничими завданнями і економічною доцільністю. Фрезерне обладнання має різну потужність, тому оснащується різними видами моделей, які відрізняються діаметрами хвостовика 8 і 12 мм.
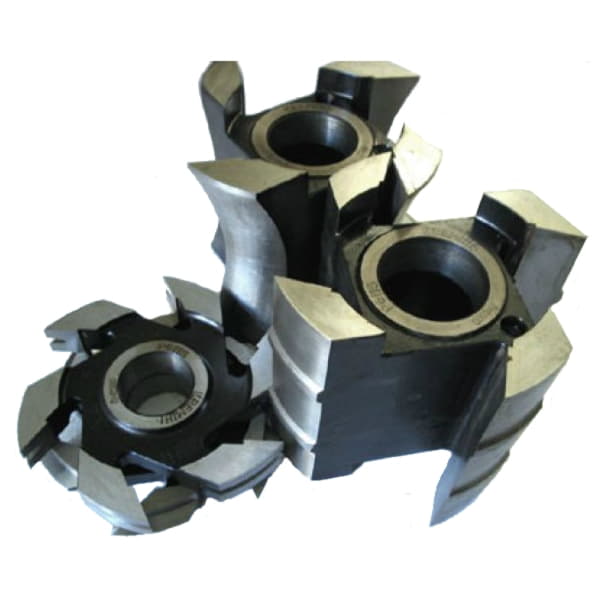
Всі види конструктивно можна розділити на кілька груп:
- збірні з механічним кріпленням ножів;
- з напайнимі ножами;
- монолітні.
Збірні моделі мають ряд переваг, однак є найбільш дорогими. Змінюючи пластини на твердосплавну або швидкорізальної сталь і використовуючи один і той же комплект, з'являється можливість працювати з деревиною різної щільності. Ножі Переточувати, а при вичерпанні виробничого ресурсу підлягає заміні сам ніж, а не вся фреза повністю.


Серед моделей з напайнимі пластинами найбільшою популярністю користуються так звані затилованние. Вони володіють меншою вартістю в порівнянні з першими. Завдяки процесу затилованія по передній грані, при переточуванні робочий профіль не змінюється. Це є головною перевагою таких екземплярів поряд з простотою переточки. До того ж їх зуби мають підвищену міцність. При переточуванні збільшується розмір канавок для виведення деревної стружки, що зручно в роботі.
Найчастіше в затилованних моделях використовуються напайнимі пластини, виконані з швидкорізальних сталей. Наприклад, Р6М5 (HSS). Швидкорізальний сплав іноземного виробництва маркується у відповідності до міжнародних стандартів абревіатурою HSS (High Speed Steel).


Для виробництва обшивального матеріалу вибирають м'які або середні по щільності породи деревини. Хвойні - ялина і сосна, широколисті - липа, вільха. Тому вибір швидкоріжучого сплаву не випадковий.
Дорожчий клас має напайнимі пластини на дисках з твердого вольфрамового сплаву. Зокрема, вітчизняні сплави ВК8, ВК15 (вольфрам і кобальт). Тверді сплави іноземного виробництва мають позначення відповідно до ISO як HM (Hard Material), що в перекладі означає «твердий метал». Інше найменування - Solid carbide. Цей тип прекрасно поводиться при різанні великих обсягів твердої деревини - дуба, ясена, бука.
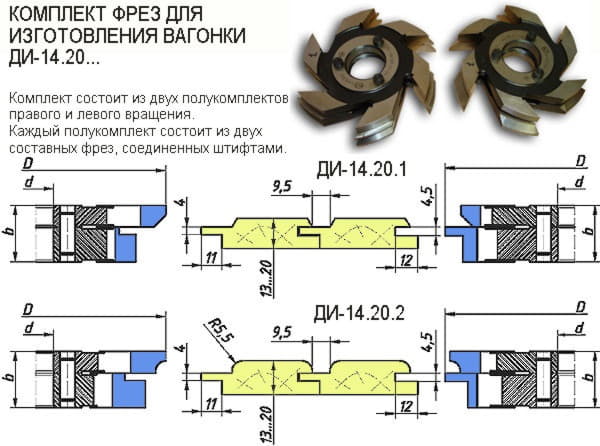
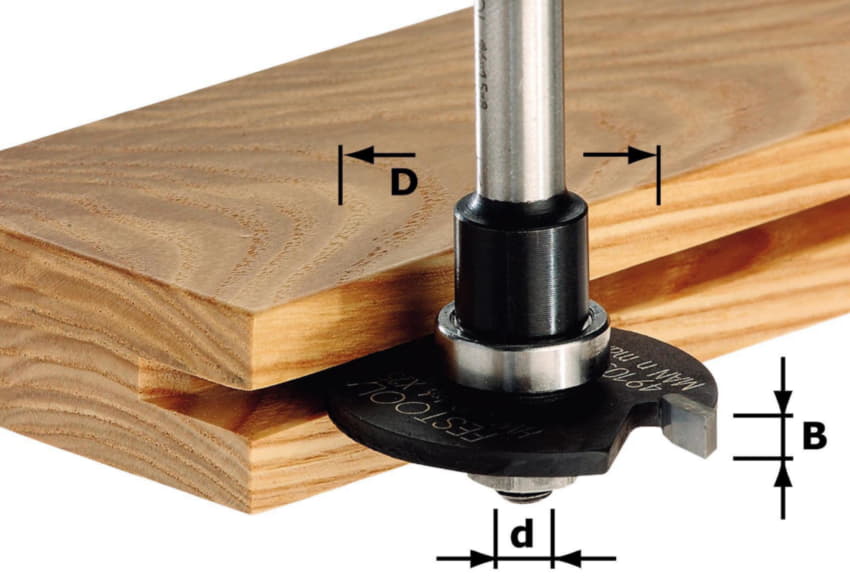
Типова фреза для вагонки складається з наступних елементів:
- осі конструкції з кріпильної гайкою;
- двох дисків з ножами;
- підшипника, що знаходиться між ріжучими ножами.

Найчастіше їх доцільно розібрати з метою заміни будь-якої складової. Ножі з твердого вольфрамового сплаву ВК8 (вольфрам і кобальт) можна заточувати до 4 разів.
перевірені виробники
На сьогоднішній день в будівельній індустрії налічуються сотні дрібних і великих фірм. Фахівці рекомендують ретельно вивчити всі нюанси, перш ніж звертатися в будь-яку з них.

Набір кінцевих фрез «Глобус»
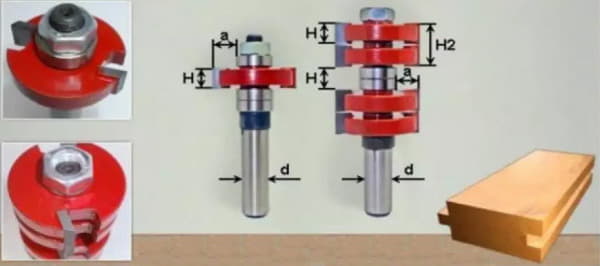
Фірма зарекомендувала себе як добросовісного виробника професійних інструментів. Кінцеві фрези фірми «Глобус» призначені для виготовлення таких виробів як вагонка, блок-хаус, євровагонка. У комплект входять два комбінованих елемента, висложний профіль. Цей набір хороший тим, що дозволяє за два проходи виготовити повноцінну рейку евровагонки, що дозволяє значно скоротити витрати часу і праці.
На всіх рівнях між підшипниками, дисками і гайкою міститься інсталяційний прокладки, завдяки яким можливо легко відрегулювати зазор між дисками. Це допоможе відрегулювати зазори або натяг з'єднання шип-паз. Твердосплавні напайки припаяні дуже якісно, без напливів, витікання латуні, виконані акуратно.


«Инвелд»
Підприємство виготовляє фрези по дереву з твердосплавними напайками більше 20 років. Однією з останніх розробок компанії є комплект для виготовлення євровагонки або просто вагонки. Комплект складається з двох елементів. Один вирізає фасадну частину, а другий виготовляє відповідну частину.
Поставляються набір в двох видах комплектації. Перший різновид - з хвостовиком 8 мм. Друга - з хвостовиком 12 мм. Зроблено це з метою роботи як на фрезер з малою потужністю, так і на більш потужному обладнанні - фрезерних верстатах. Конструкція розбірна. Можна відкрутити кріпильну гайку і зняти складові, замінити підшипник або зробити заточку ножів. Ножі твердосплавні, сплаву ВК8. Паяються до валу за допомогою латуні. Їх легко заточувати самостійно алмазним інструментом по тильній частині ножа.

«Слов'янський двір»
Даний виробник випускає варіанти для чотиристоронніх і фрезерних верстатів.
Підприємство «Слов'янський двір» поставляє широкий спектр моделей. Вони призначені для виробництва всіх видів обшивальної дошки (під брус, вагонки, євровагонки, американки, блок-хаус). Можна підібрати підходящий для себе тип в комплекті або окремо. Зі змінними або напайнимі ножами.

процес виготовлення
Вагонка являє собою добре оброблену, спустошену від шорсткостей дошку, з одного боку якої є паз, а з іншого - шпунт / шип для з'єднання. Конструкція досить проста, тому немає нічого неможливого в тому, щоб виготовити її самостійно.
Для цього знадобляться:
- фрезер ручний або верстат;
- набір фрез;
- дошки.
Для виробництва вагонки знадобляться зачищені фугованной дошки. Такі заготовки можна зробити самостійно або придбати готові. Роблячи персональні заготовки, краще брати короткі дошки (до 2 м). З ними легше управлятися і результат буде точніше. Спочатку потрібно необроблену дошку підрізати з одного боку, а потім від рівного краю відміряти потрібний розмір. Оптимальною шириною вважається 7 - 10 см, хоча все це на розсуд майстра.

Щоб отримати однакову товщину майбутньої вагонки, потрібно витримувати кількість проходів по фрезі. Що Виходить різниця в кілька міліметрів буде візуально непомітна.
Підготувавши таким чином дерево, приступаємо до наступного етапу. Необхідно випиляти шип і паз по периметру дошки.
На верстаті це відбувається в кілька етапів.
- Обрана фреза встановлюється на верстат.
- Опусканням або підніманням столу регулюється глибина паза.
- На задану відстань встановлюється лінійка. Під час роботи необхідно стежити, щоб заготовка щільно прилягала до її кромці, інакше розмір зіб'ється.
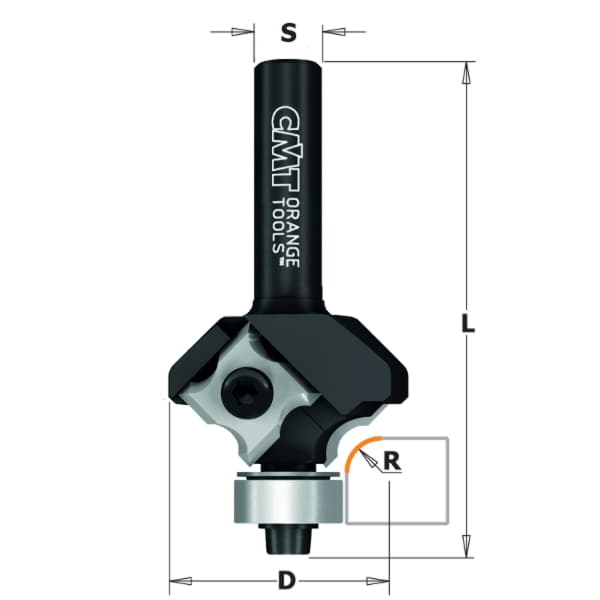
Для виробництва вагонки ручним фрезером потрібна калиброванная дошка. Виготовити її на ручний фрезер не вийде, необхідний рейсмус. Ширина гребеня повинна бути 4 - 6 мм. Більш тонкий буде обламуватися, а товщі не візьме кляймер. Його роблять торцевої фрезою. Потім фільончастої проходять зверху і знімають залишок так, щоб рівну ділянку був не менше 5 мм. З іншого боку знімається фаска меншого розміру. Також необхідно стежити за товщиною матеріалу, щоб отримати рівне виріб.


Поради по експлуатації
Робота з фрезером може бути травмоопасной, тому необхідно чітко знати і дотримуватися правил експлуатації обладнання. І тоді процес виготовлення не принесе неприємних несподіванок, а буде в радість.
Виробники дають нескладні поради для продовження ресурсу фрези.
- При роботі з деревом скупчуються смоляні відкладення, що призводить до передчасного зносу. Тому необхідно щодня очищати інструмент від нальоту.
- Чи не приступати до роботи тупим інструментом. Відсутність заточування може провокувати підгоряння ріжучої кромки і виникнення невиправного дефекту на робочій поверхні.
- Дотримуватися правил заточування. У затилованних моделей її виконують по передній грані ріжучого інструменту камінням СМ1, см2, з розміром зерна А25 або А35. Заточку ножів з твердосплавних матеріалів роблять алмазними колами. Не забувайте стежити, щоб не виникало підгоряння кромки.


Як бачимо, процес виготовлення вагонки не представляє особливої складності. Він під силу будь-якій зацікавленій людині. Не варто побоюватися прийматися за нову справу, і тоді результат не змусить себе чекати.
Про те, як вибрати якісні фрези і в чому їх відмінності, дивіться в наступному відео.